





high barrier aluminum foil bag
What is Aluminum Barrier Foil?
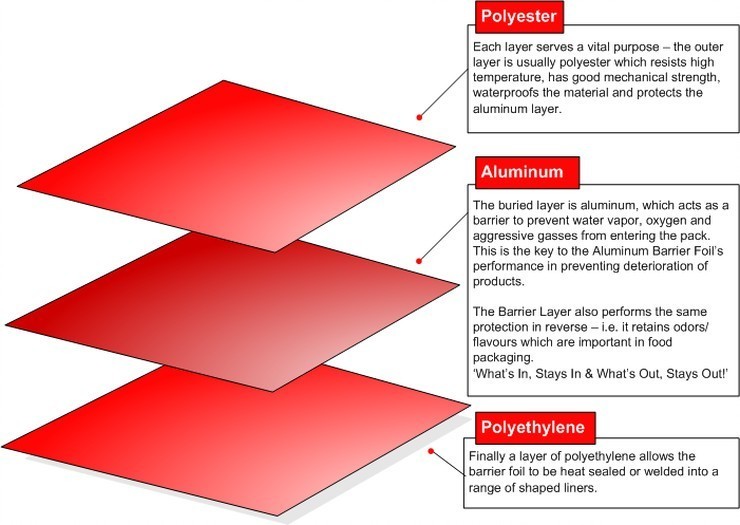
Aluminum Barrier Foil comprises of 3 to 4 layers of different materials. These materials bond together with adhesive or extruded polyethylene and derive their properties from a strong construction as outlined in the below diagram.
The aluminum layer is extremely important in laminates. They are used in a wide variety of industries to provide both Dry Product Protection and Corrosion Prevention. Barrier Foil protects the integrity of any application where deterioration of the packaged product may take place due to:
●Moisture
●Oxygen Ingress
●U.V. Light
●Temperature Extremes
●Odors
●Chemicals
●Mold & Fungi Growth
●Grease & Oils
Typical Constructions of Aluminum Barrier Foil:
The Performance
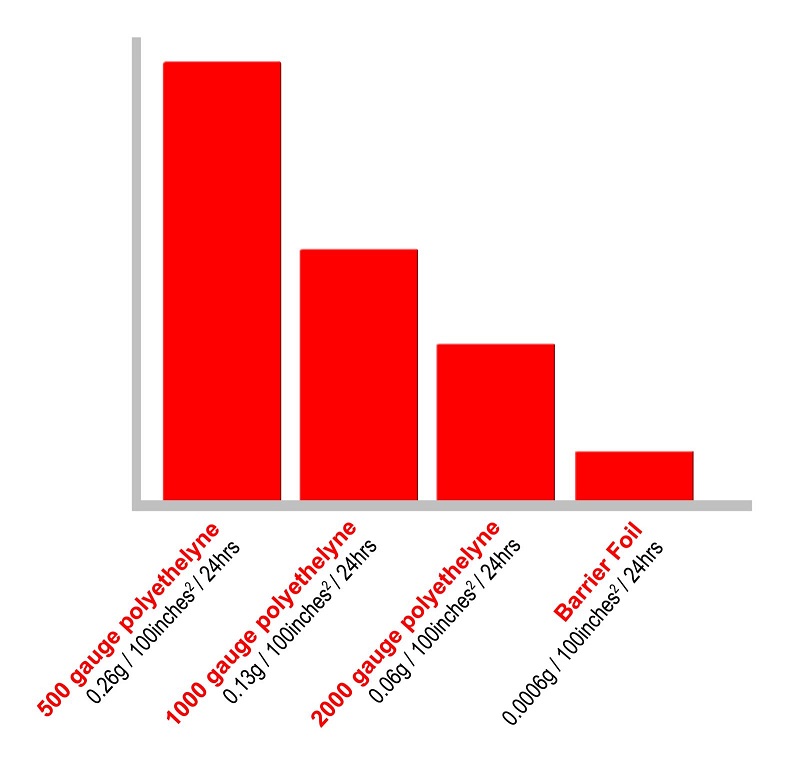
An indication of the performance of Aluminum Barrier Foil is provided by their Water Vapor Transmission Rate (W.V.T.R.) which at <0.0006 g/100inches²/24hrs for the laminate itself and less than <0.003g/100inches²/24hrs for converted laminate, is lower than any known flexible packaging material.
By comparison, polyethylene, with a thickness of 500 gauge, allows water vapor and aggressive gasses to diffuse at a rate of up to 0.26g/100inches²/24hrs which is 80 times faster!
Within a heat-sealed Aluminum Barrier Foil Bag/Liner, a calculated amount of desiccant can be added to ensure that relative humidity (RH) remains well below 40% – the starting point for corrosion.
What are the benefits of using Barrier Foil?
- Eliminate Corrosion
- Protects Hydroscopic products from moisture ingress and damage.
- Protects Atmospherically sensitive products from the outside environmet
- Reduce Desiccant Usage and thus overall shipping weight
- Cut out preservation methods requiring cleaning
- Eliminate the need to re-dry products
- Eliminates Odor transfer, into or out of the pack
- Reduces the need to invest in modified atmosphere storage
- Outer packaging cleanliness
- Suitable for Hot-fill applications
- European pharmacopoeia and FDA approvals
- Suitable for Anti-Static Applications
- Allows for reusable containers
We have over 30 years of experience in designing, manufacturing, and supplying customized barrier foil bags and liners. Our Aluminum Barrier Foils are available in a wide range of specifications and can be manufactured to suit individual requirements.











